Способы изготовления поковок с отверстием
Известная технология изготовления поковок с отверстием осуществляется осаждением исходящей заготовки цилиндрической заготовки плоскими плитами с последующей прошивкой.
Наиболее близким аналогом производства поковок данного плана является раскрутка полой заготовки на оправке с буртом на внешней поверхности. Таким образом, поковка приобретает вид конусного кольца.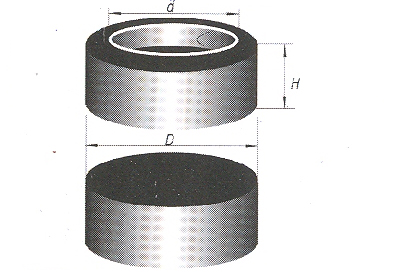
В основу производства поковок с отверстием поставлена задача расширения номенклатуры деталей, которые можно изготовить способом ковки.
Поставленная задача разрешается благодаря раскручиванию конусного кольца, установленного на плоскую нижнюю плиту с его осаждением верхней плитой.
При ковке предложенным способом изготовление поковок дает возможность получать продукцию со значительным внутренним диаметром.
В целом, суть способа производства заключается в установке полой заготовки с внешним уплотнением в виде бурта.
Закрепляется заготовка на цилиндрической оправке, после чего раскручивается к конусному кольцу плоским бойком.
После раскручивания производство поковок осуществляется с использованием полуфабриката в виде конусного кольца. В заключение заготовка устанавливается на нижнюю плоскую плиту и осаждается верхней плоской плиткой к высоте, которая равняется толщине стенки кольца.
Разновидности стальных поковок
Поковки являются продуктом кузнечного и штамповочного ремесла. Благодаря совершенствованию методов и технологий изготовления поковок возникли такие незаменимые изделия как кольца подшипников, шатуны, коленчатые валы, зубчатые колеса и прочее.
В настоящее время поковка стали происходит с использованием самого разнообразного сырья. В первую очередь – это конструкционная, жароустойчивая и нержавеющая сталь.
Большинство отраслей промышленности предъявляют повышенные требования к производству поковок, касающиеся гладкости поверхности деталей, а также их точности.
Так в атомной и металлургической промышленности требуются максимально износостойкие, устойчивые к механическим повреждениям и способные выдерживать высочайшее напряжение поковки стальные.
Широкая область применения поковок базируется на отсутствии полостей пластичности и прочности подобных деталей.
Существует целая масса отдельных видов поковок согласно типу используемых материалов.
Сегодня поковки из квадратных заготовок гост, где основным сырьем выступает сталь, разделяют на следующие виды:
1. Прессованные поковки – изготавливаются методом машинного штампования. В процессе производства нужное количество металла отправляется в подготовленную форму, после чего под высоким давлением пресса формируется заготовка. Подобные поковки из квадратных заготовок масса которых отвечает требованиям метода, находят свое применение, в основном, в отрасли машиностроения.
2. Углеродистые поковки – формируются в результате ковки углеродистой стали. Готовые изделия отличаются особой устойчивостью к повреждениям и повышенной прочностью.
3. Молотовые или кованные поковки - - изделия, производимые достаточно примитивными орудиями труда. Зачастую, для производства кованных поковок используется кузнецкий молот или ручной пресс. Тем не менее, на выходе получают предельно эластичные и высококачественные детали. Правда, поковка сталь, изготовленная ручным трудом, требует значительной затраты времени.
4. Поковки из нержавейки – применяются для изготовления машинных валов, роторов, газовых турбин и прочего.
5. Поковки из легированной стали – производятся из широкого списка разновидностей стали, в результате чего поковка штампованная может приобретать свойства, соответствующие тому или иному механизму, частью которого она является.
6. Инструментальные поковки – являются основой для производства инструментов. Представляют собой прочные заготовки из легированных и углеродистых сталей.
На сегодняшний день поковки стальные штампованные могут подвергаться фрезерной и токарной обработке, наружной и внутренней шлифовке, глубокому сверлению, хонгированию и формированию на расточных станках.
Для образования наиболее точного поверхностного слоя, поковки стальные штамповать приходится с закалкой и отжигом или применением тока высокой частоты. Также в процессе изготовления могут использоваться методы гальванизации материала, его цинкования, цементизации, азотирования и других сложных технологических процессов.


|
{kind=link}